



≤ζΤΖ÷––Ρ
ΝΣœΒΈ“Ο«
Υ’÷ί”νΒψΨΪΟήΜζ–Β”–œόΙΪΥΨ
ΐΩΊ≥ε¥≤ΡΘΨΏΒΫΒΉ ≤Ο¥ ±ΚρΫχ––―–ΡΞΘΩ
ΖΔ≤Φ’ΏΘΚadmin ΖΔ≤Φ ±ΦδΘΚ2016/11/29
ΒψΜςΘΚ2947
Ήœ»≤ΌΉς‘±“Σ―ßΜα≥≈Έ’ΡΘΨΏΫχ––‘Ό―–ΡΞΒΡΉνΦ― ±ΤΎΘ§ΨΆ «ΥΒΘ§“Σ÷ΣΒάΡΘΨΏ”ΟΝΥΕύΨΟ÷°Κσ“ΣΫχ––―–ΡΞΓΘ
’βάοΥυΥΒΒΡΡΘΨΏ‘Ό―–ΡΞΒΡ«ΑΧα «ΡΘΨΏ…œœ¬ΡΘΦδœΕ’ΐ≥ΘΦ”ΙΛΒΡ«ιΩωœ¬ΖΔ…ζΝΥΡΞΥπΓΘ
ΟΪ¥ΧΒΡ≈–Ε®±ξΉΦ
”…”ΎΡΘΨΏΒΡΉ¥Χ§ΚΟΜΒ÷±Ϋ””ΑœλΕ‘≤ΡΝœΒΡ≥ε«–Ή¥Χ§Θ§“≤ΨΆ÷±Ϋ””ΑœλΒΫΝψΦΰ≥…–ΈΚσΒΡ÷ ΝΩΓΘ“ρ¥ΥΘ§ΝψΦΰΒΡ÷ ΝΩΨΆ «≈–ΕœΡΘΨΏ…œœ¬ΡΘΡΞΥπΒΡ“άΨίΓΘ’β“Μ“άΨίΨΆ «ΟΪ¥ΧΓΘ
Έ“Ο«≤ΜΡή“άΨίΡΘΨΏ≥ε―Ι¥Έ ΐά¥ΨωΕ®ΡΘΨΏΒΡ‘Ό―–ΡΞ ±ΤΎΓΘ“≤ΨΆ «ΥΒΘ§Φ» Ι‘ΎΆ§―υΒΡΑεΚώΦ”ΙΛΓΔΒΕ»–ΡΞΥπΗυΨί≤Ρ÷ ΒΡ≤ΜΆ§ΕχΡΞΥπ“≤≤Μ“Μ―υΓΘ“ρ¥ΥΘ§ΗυΨί≤Ρ÷ ΒΡ≤ΜΆ§Θ§Φ¥ Ι «Φ”ΙΛΆ§―υΒΡΑεΚώΘ§ΡΘΨΏΟΩ¥Έ‘Ό―–ΡΞ ±ΤΎ“≤ «≤Μ“Μ―υΒΡΓΘΥυ“‘ΥΒ‘λ≥…ΒΕ»–ΒΡΡΞΥπ «ΕύΖΫΟφΒΡΘ§ΡΘΨΏΒΡ‘Ό―–ΡΞ ±ΤΎΥδ»Μ ήΡΘΨΏ≤Ρ÷ ΓΔ»σΜ§≥ΧΕ»Ϋœ¥σ”ΑœλΘ§ΒΪΨΆΫαΙϊά¥ΥΒ «“‘»ί“Ή―–ΡΞ ±ΤΎ «ΉνΆΉΒ±ΖΫΖ®ΓΘΒ±»ΜΘ§“≤”–±Ί“ΣΦλ≤ιΒΕΨΏ«ΑΕΥΒΡ»±ΥπΓΔ≥εΆΖ»–ΩΎΒΡ»ήΉ≈ΓΔœ¬ΡΘΝ―ΩΣΓΔΧχΝœΒ»“ρΥΊΘ§“ρΈΣ’β–©“ρΥΊ“≤Ω…‘λ≥…ΟΪ¥ΧΗΏΕ»ΒΡ‘ω¥σΓΘ
ΟΪ¥ΧΨωΕ®ΡΘΨΏ «Ζώ–η“Σ―–ΡΞ
“ΜΑψν”ΫπΦ”ΙΛ÷–Θ§Έ“Ο«≤ΜΩ…Ρή≤βΝΩΙΛΨΏ»Ξ≤βΝΩΟΪ¥ΧΒΡΗΏΕ»Θ§Εχ «Ά®ΙΐΡΩ≤βΚΆ ÷ΡΘΖΫΖ®»Ξ≈–ΕœΓΘΆ®≥Θ±ξΉΦ «ΘΚ
ΟΪ¥ΧΒΡ»ί–μΗΏΕ»”Ο―έΨΠ «Ω¥≤Μ≥ωά¥ΒΡΘ§»γΙϊ”Ο―έΨΠΕΦΡήΩ¥ΒΫ≤ΡΝœΩΉ±Ώ‘Β”–Ϋœ¥σΟΪ¥ΧΘ§’β «ΟΪ¥ΧΩœΕ®“―Κή¥σΓΘ
”Ο ÷÷Η«α«α¥ΞΟΰ≤ΡΝœΩΉ±Ώ‘ΒΘ§»γΙϊΗ–ΒΫΟΪ¥ΧΚήΙΈ ÷≤Δ«“Οςœ‘≥§Ιΐ≤ΡΝœΤΫΟφΘ§Μρ’Ώ¥χ…œ ÷ΧΉ«α«α¥”ΩΉ±Ώ‘ΒΜ§ΙΐΘ§ ÷ΧΉΒΡ…¥œΏ±ΜΟΪ¥ΧΙ“ΉΓΘ§“≤±μΟςΟΪ¥Χ“―Ϋœ¥σΓΘ ΙβΦλ≤ιΟΪ¥ΧΜΙ «≤ΜΙΜΒΡΘ§“ρΈΣΗ’≤≈ΜΙΫ≤Ιΐ≥εΆΖ»–ΩΎΒΡ»ήΉ≈ΓΔœ¬ΡΘΝ―ΩΣΓΔΧχΝœΒ»œ÷œσ“≤Μα”ΑœλΟΪ¥ΧΗΏΕ»Θ§Υυ“‘ΜΙ“ΣΦλ≤ιΡΘΨΏΓΘ»γΙϊ…œœ¬ΡΘΒΡ»–ΩΎΒΡΖφάϊΒΡΦβΫ«≤ΩΖ÷“―±ΜΡΞΥπΒΟ±δ≥…ΝΥœΗ–ΓΒΡ‘≤Ϋ«Θ§’β ±Θ§…œΡΘΜρœ¬ΡΘΨΆ“Σ‘ΌΫχ––―–ΡΞΓΘ
3ΓΔ―–ΡΞΒΡΖΫΖ®
―–ΡΞΒΡΜυ¥Γ «ΤΫ––•¥Ι÷±•÷±Ϋ«ΓΘ»γΙϊ’β–©≤ΜΡή±Θ÷ΛΒΡΜΑΘ§ΨΆΜα‘λ≥…≤ζΤΖΒΡΟΪ¥ΧΓΔΩ®ΡΘΒ»œ÷œσΓΘ
Θ®1Θ©«κΨΓΩ…Ρή Ι”Ο Σ ΫΤΫΟφ―–ΡΞ…Α¬÷―–ΡΞΓΘΘ®»γΙϊ≤Μ Ι”Ο Σ Ϋ―–ΡΞΨΆΜα‘λ≥……’ΡΘΓΔ…Α¬÷…ΑΝœΒΡΕ―ΜΐΒ»œσΘ©
Θ®2Θ©―–ΡΞΒΡΫχΒΕΝΩΨΓΩ…ΡήΦθ…ΌΘ§«κ“Μ±Ώ”Οά以հ“Μ±ΏΫχ––―–ΡΞΓΘΘ®»γΙϊ―–ΡΞΫχΒΕΝΩΙΐ¥σ ±Θ§Ω…ΡήΜα‘λ≥……’ΡΘœ÷œσΘ©“Μ¥ΈΉν¥σΫχΒΕΝΩΈΣ0.03MMΓΘ
Θ®3Θ© ―–ΡΞΖΫœρ«κ“‘Ϋœ≥ΛΒΡ“ΜΖΫΈΣΜυΉΦΓΘ
Θ®4Θ©―–ΡΞΉνΚσΫχΒΕΝΩ…ηΈΣΝψΘ§2~3¥ΈΩ’ΉΣΘ§’β―υΩ…ΧαΗΏ±μΟφΙβΜ§Ε»ΓΘ
Θ®5Θ© «κœ»”Ο Β±ΒΡΡΞΒΕ ·Θ®ΗυΨίΡΘΨΏΒΡ≤ΡΝœΘ©ΓΘ
Θ®6Θ© ”…”Ύ―–ΡΞΚσ”–»–ΩΎ¥ΠΜα≥ωœ÷“Μ–©œΗΈΔΒΡ―–ΡΞΟΪ¥ΧΘ§«κ”Ο”Ά ·«ε≥ΐΓΘΘ®»γΙϊ≤Μ«ε≥ΐ―–ΡΞΟΪ¥ΧΒΡΜΑΘ§ΫΪΜαΙΐ‘γΒΡΡΞΥπΓΔΦθ…ΌΡΘΨΏ ΌΟϋΓΘ…œΡΘΓΔœ¬ΡΘ“Σ“ΜΆ§«ε≥ΐΘ©ΓΘ
Θ®7Θ©œ¬ΡΘ―–ΡΞΚσœ¬ΡΘΒΡΆβΦγ‘ΒΒΡRΫ«±ΜΡΞΦβΝΥΘ§“Σ”–ΡΞ ·ΫΪΦβ»ώ≤ΩΖ÷ΒΙ‘≤Θ§Ζώ‘ρΦ”ΙΛ «≤ΡΝœ±μΟφΜα±Μœ¬ΡΘΆβ÷ήΒΡΦβ»ώ≤ΩΖ÷Μ°≥ω…ΥΚέΓΘ
Θ®8Θ© »γΙϊ «Τ’Ά®ΒΡΥ°ΡΞ¥≤―–ΡΞΘ§―–ΡΞΚσΡΘΨΏΜα¥χ”–“ΜΕ®ΒΡ¥≈–‘Θ§’β―υ Ι”ΟΒΡΜΑΘ§Κή»ί“ΉΖΔ…ζΧχΝœΦΑΦ”ΩλΡΘΨΏΡΞΥπΘ§“ρ¥Υ―–ΡΞΚσ“ΜΕ®“ΣΕ‘ΡΘΨΏœϊ¥≈ΓΘ
Θ®9Θ©ΡΞΒΕ ·“ΣΕ®ΤΎ«ε…®Η…ΨΜΓΘ
Θ®10Θ© »γ≥εΆΖ…œΕΥ≤Ω”–”Ο”ΎΆ―ΝœΒΡΆ―ΝœΫΚΆΖΘ§ΨΆΫΪΆ―ΝœΫΚΆΖΑΈ≥ω‘Ό―–ΡΞΘ§―–ΡΞΆξΚσ‘ΌΉΑ…œΓΘ
4ΓΔΡΘΨΏΒΡ―–ΡΞΝΩ ±ξΉΦΡΘΨΏΒΡ―–ΡΞΝΩ
±ξΉΦΡΘΨΏΘ®AΙΛΈΜ~EΙΛΈΜΘ©ΒΡ…œΡΘ≥εΆΖ―–ΡΞΝΩ÷Μ”–2MMΘ§“ρΈΣ±ξΉΦΡΘΨΏ”…”ΎΫαΙΙΒΡœό÷Τ≤ΜΡήΙΐΕύΒΡ―–ΡΞΓΘ
±ξΉΦΡΘΨΏΒΡœ¬ΡΘ―–ΡΞΝΩ÷Μ”–1MMΘ§“ρΈΣœ¬ΡΘΒΡ»–ΩΎ…νΕ»≤Δ≤Μ «÷±œΏΒΡΘ§ΈΣΝΥ±ψ”Ύ¬δΝœΘ§»–ΩΎΒΡ¥Ι÷±ΗΏΕ»÷ΜΒΫ1MMΚώΘ§Τδ”ύ≤ΩΖ÷…‘¥χΉΕΕ»Θ§“ρ¥Υœ¬ΡΘ―–ΡΞΆξ1MMΚσΘ§»γΙϊ‘ΌΦΧ–χ―–ΡΞΘ§»–ΩΎ≥Ώ¥γΫΪ‘ω¥σΓΘ
ΈΡ’¬≥ωΉ‘ΘΚΥ’÷ί”νΒψΨΪΟήΜζ–Β”–œόΙΪΥΨ“Μ÷±‘ΎΉΖ―ΑΉνΚΟΒΡΦΦ θΚΆΉνΚΟΒΡΙΛ“’!,ΉΣ‘Ί«κ±ξΟς≥ω¥ΠΘ§–Μ–ΜΚœΉςΘΓ
œύΙΊ–¬Έ≈
- [2014-11-12]Υ’÷ί”νΒψΨΪΟήΜζ–Β”–œόΙΪΥΨΆχ’Ψ…œœΏΘΓΘΓ
- [2014-11-12]Υ’÷ί”νΒψΨΪΟήΜζ–Β”–œόΙΪΥΨΆχ’Ψ…œœΏΘΓΘΓ
- [2014-11-12]Υ’÷ί”νΒψΨΪΟήΜζ–Β”–œόΙΪΥΨΆχ’Ψ…œœΏΘΓΘΓ
- [2014-11-20]Υ’÷ί”νΒψΨΪΟήΜζ–Β”–œόΙΪΥΨΆχ’Ψ…œœΏΘΓΘΓ
- [2014-11-24]Υ’÷ί”νΒψΨΪΟήΜζ–Β”–œόΙΪΥΨΆχ’Ψ…œœΏΘΓΘΓ
- [2016-11-29]ν”ΫπΦ”ΙΛ±μΟφ¥ΠάμΉΔ“β ¬œν
œύΙΊ≤ζΤΖ

ΙΛ≥ßΜΖΨ≥
ΙΛ≥ßΜΖΨ≥
≤ζΤΖ’Ι Ψ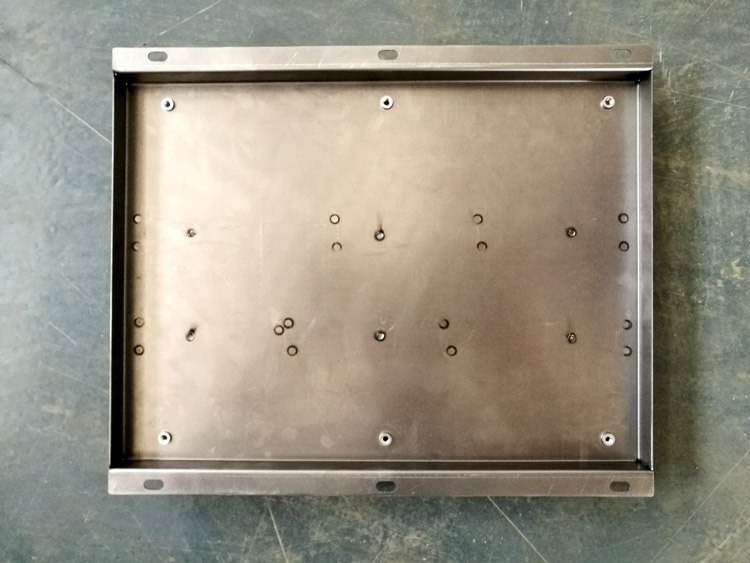
≤ζΤΖ’Ι Ψ
ΒγΜΑΘΚ0512-50175109 ¥Ϊ’φΘΚ0512-50175695 ” œδΘΚsales@szyudian.com
Αφ»®Υυ”–ΘΚΥ’÷ί”νΒψΨΪΟήΜζ–Β”–œόΙΪΥΨ ΒΊ÷ΖΘΚΥ’÷ί –Έβ÷–«χ°f÷±’ρ€RΗέ¬ΖΗΜΟώ“Μ«χ1Κ≈≥ßΖΩ Άχ÷ΖΘΚwww.szyudian.com ΦΦ θ÷ß≥÷ΘΚ÷–Ι»Άχ¬γ
Αφ»®Υυ”–ΘΚΥ’÷ί”νΒψΨΪΟήΜζ–Β”–œόΙΪΥΨ ΒΊ÷ΖΘΚΥ’÷ί –Έβ÷–«χ°f÷±’ρ€RΗέ¬ΖΗΜΟώ“Μ«χ1Κ≈≥ßΖΩ Άχ÷ΖΘΚwww.szyudian.com ΦΦ θ÷ß≥÷ΘΚ÷–Ι»Άχ¬γ